Abstract
The shortage of skilled welders for manual welding is felt worldwide and every institution is taking steps to bring more and more skilled welders to the mainstream. The short supply of skilled welders creates an opportunity to explore the development and application of high-performance welding processes in the shop floors. Uniform and full penetration is the utmost quality requirement in tubes and pipe weld joints used in high temperature and high-pressure applications, heat exchangers, pressure vessels, pipelines, line pipes, etc.
Though GTAW is considered a low deposition and low productive process, it is the most preferable process for root pass welding in the industries. Since the GTAW process produces a clean weld with controlled penetration, it remains the first choice. Attempts are being made to develop an alternative process to overcome the disadvantages of the GTAW process and retain the advantages. The Continuous Wire GTAW is one of the high-performance GTAW processes introduced recently in the fabrication industry.
In this work, the conventional GTAW and the Continuous Wire GTAW weldments are compared for root pass welding of pipes in 2G and 5G positions for their properties and productivity. From the study, it can be concluded that the Continuous Wire GTAW process results in higher productivity and better quality than conventional GTAW in all the welding positions.
Key words: GTAW, Root Pass, Penetration, Wire, Continuous wire, Productivity
1.0 Introduction
Since its introduction during World War II, the GTAW is also known as Tungsten Inert Gas welding or Heli-arc welding because, in the GTAW process, the arc is struck between the non-consumable tungsten electrode and the base material. Therefore, the change in current does not have any effect on the melting of the filler rod/wire. Therefore, the arc energy or heat input and weld-metal deposition are independent of each other facilitating better control over-penetration. This unique characteristic results in controlled and uniform penetration in welding in all welding positions, by following proper parameters like travel speed, etc.
Along with the advantages, GTAW also has certain limitations like low deposition rate, welder fatigue, etc. Attempts are being made to develop an alternate process to overcome the disadvantages of the GTAW process and to retain the advantages of the process.
2.0 Emerging productive processes for root pass welding
The welding technologists came up with many alternate processes for root pass welding and a few of them are discussed briefly below.
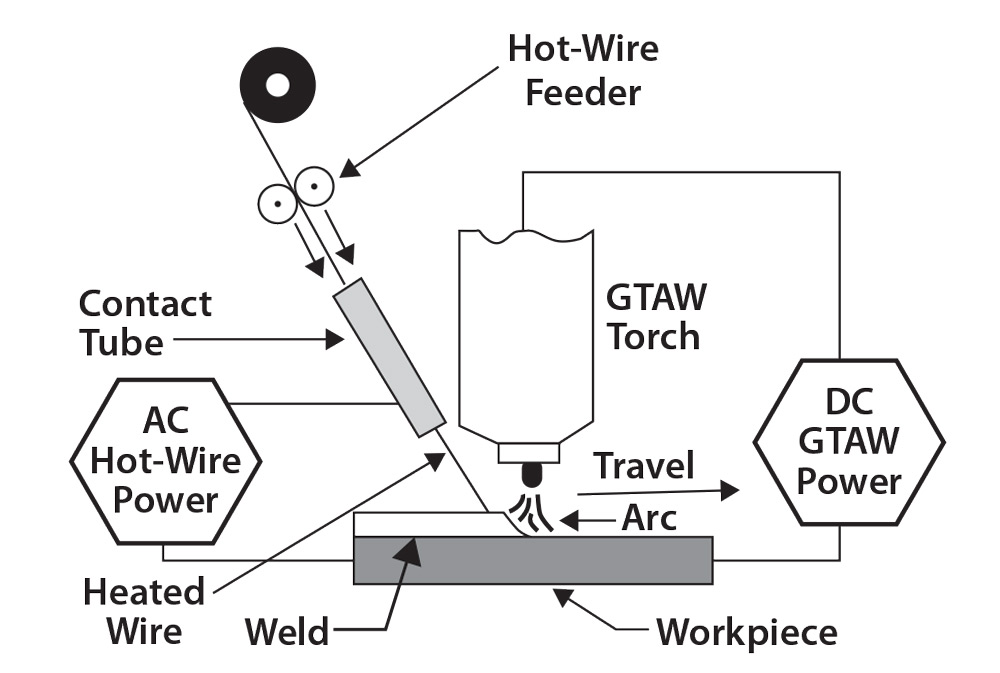
2.1 Hotwire GTAW
Hotwire GTAW technology was invented in 1964 by A.F. Manz and developed by the Linde Company. This is a variation of the GTAW process, addressing the productivity concern of the conventional GTAW process in which, the wire is resistance heated by a separate power supply before it enters the weld pool. Because energy from the GTAW power supply is not used to heat the wire, more energy is available for penetration and faster travel speeds are possible.
This results in 3 to 4 times the deposition rate of cold wire GTAW while maintaining a high-quality deposit. In some joint configurations, cold wire GTAW can be used for controlled penetration root passes while the hot wire is used for the fill passes. Hotwire GTAW can be effectively utilized for difficult to weld materials which can be easily automated.
2.2 TIP GTAW
TIP GTAW was invented by Ing. Siegfried Plasch and patented in 1999. His company, based in Austria and commenced sales for TIP GTAW with the first agreements with German distributors in 2000.
TIP GTAW deals with the traditional GTAW limitations and enables the completion of manual, semi-automated, and/or automated welds, with traditional GTAW weld quality and productivity levels approaching other wire feed processes like Gas Metal Arc Welding (GMAW). The TIP GTAW advantage is a high-speed linear oscillation of the four-roll drive plate that is superimposed onto the wire. This dynamic oscillation creates vibration when the filler is introduced to the molten weld pool, defeating surface tension.
This enables better fusion, allows impurities and gases to escape more readily, and improves wetting and overall weldability resulting in higher deposition rates. A further enhancement of the process is achieved by preheating the filler wire with an additional DC power source (hotwire GTAW), again increasing the deposition rate and giving us the TIP GTAW dynamic hotwire Process.
TIP GTAW delivers a continuous fed hot or cold wire. The weld wire is superimposed by a high-speed, forward-backward linear motion delivered from the four-roll wire feed drive plate.
The weld wire motion creates vibration in the welding wire. The wire vibration agitates the weld pool, changing rapid solidification. The unique action on the weld pool increases the receptivity for the GTAW weld pool to receive more filler wire than that typically delivered with the regular manual or automated GTAW processes.

Consistent TIP GTAW wire delivery reduces arc start/stop drives consistent with manual weld speeds and enables uniform weld quality. Agitating TIP GTAW welds benefit sluggish alloys (duplex/stainless), improves weld fusion, releases weld stresses, and enables the release of pore defects from the welds. This process may be called as Continuous Wire GTAW process.
2.3 TOP GTAW
TOP GTAW is a new process developed from Arc Welding classical solutions in Air Liquid Welding Research Centres. TOP GTAW process is a major innovation in the field of robotized welding. With wire feed providing MIG welding speed combined with GTAW quality, it also gives excellent penetration with no spatter.
- In this the filler metal is fed through a nozzle directly into the arc with an angle of 20 degrees to the electrode, precisely where the temperature is the highest. In this, the wire feed can also be pulsed and synchronized with the current.
- TOP GTAW torch is practical, as compact as MIG torch, and guarantees a good access angle. In addition, the torch permits multidirectional traveling which is faster.
- TOP GTAW is a flexible process that can be installed on a robot or on an automated machine.

2.4 Modified waveform controlled GMAW processes
Waveform Control Technology is the ability to customize waveform output in the inverter-based GMAW processes. It is an ability to choose a welding program from a pre-defined set of programs and manipulate the parameters of that program to best fit for the intended application.
The welding current directly affects various forces like surface tension, and magnetic aerodynamic forces acting in the weld pool. The welding current and surface tension forces can be balanced to control metal transfer within the arc. High-speed electronics operating at a frequency of 8kHz and above monitor the electrical signals from the welding arc and make appropriate changes to the current waveform. The electronics must be fast, accurate, and rugged to control the arc and withstand the harsh welding environment.
Several world-renowned welding equipment manufacturers have come up with a variety of waveform-controlled low energy processes like Surface Tension Transfer (STT), Cold Metal Transfer (CMT), cold Arc, Regulated Metal Deposition (RMD), etc. for root pass welding applications.
2.4.1 STT PROCESS
STT process is one of the new weld methods developed by Lincoln Electric based on short circuit transfer mode. The STT power source is a wide bandwidth current- controlled machine wherein the power to the arc is based on the instantaneous arc requirements which operate neither in Constant Current (CC) nor in Constant Voltage (CV).
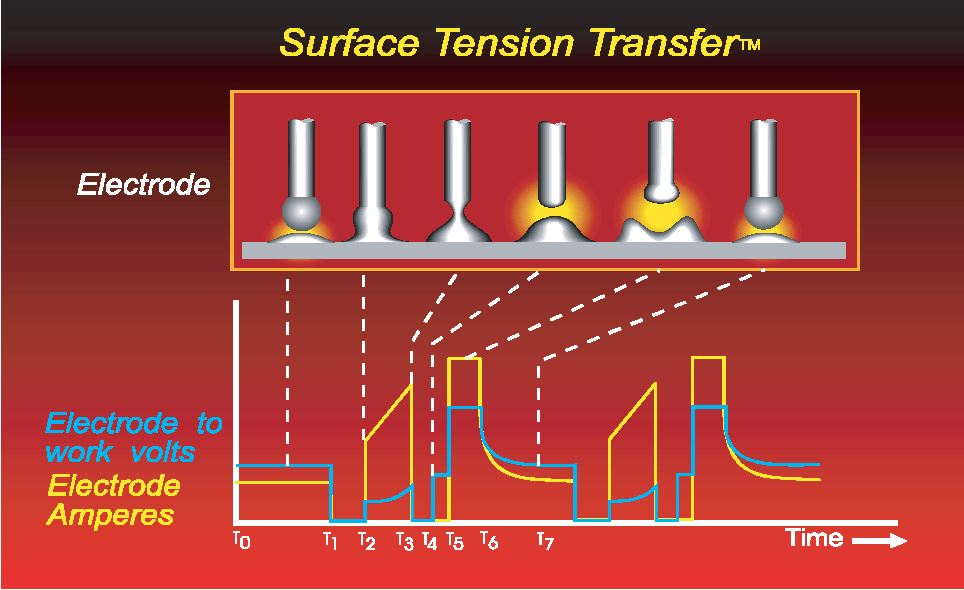
STT is a GMAW process, which permits open gap root pass welding of pipe with greater ease of operation, more control over heat input, very good penetration with complete edge fusion, and excellent bead control. In addition, the process results in faster travel speeds and less welding fumes and spattering than other available processes.
In principle, the power source has the capability of delivering and changing electrode current in the order of microseconds. This waveform can be used for pipe welding and tube welding used in the power sector and petrochemical industries, as it is easier to perform open gap root pass welding, with better back beads and edge fusion.
2.4.2 Miller’s RMD
Miller Electric has also introduced a cool new wire welding technology literally. Regulated Metal Deposition (RMD) is a unique, patented advanced software application for modified short circuit transfer GMAW (MIG welding) that precisely controls the electrode current during all phases of the short circuit. RMD lowers heat input by 5 to 20% compared to standard short circuit transfer and it minimizes spattering. RMD maintains optimum arc characteristics because the electrode current is closely monitored and controlled during each phase of the welding process. RMD permits the use of larger diameter wire on thin materials.
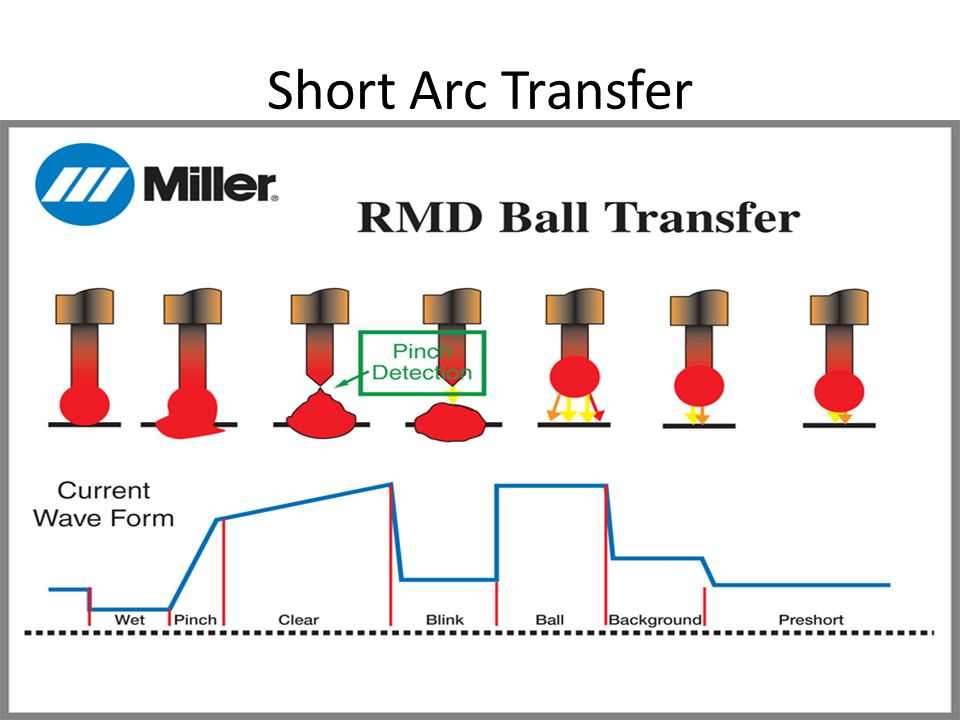
This can be used for the root passes on both mechanized and semi-automatic pipe welding applications. The stages of lower heat input, prevent excessive puddle agitation, and hence smooth metal transfer takes place, which allows the welding of joints with high-low misalignment between pipe sections. It is possible to bridge the gaps of up to 8mm and root reinforcement on the inside of the pipe.
2.4.3 FastROOT
FastROOT is one of the modified short arc welding processes of KEMPII that is based on dip transfer wherein the process monitors the short circuit and controls the right timing of the filler droplet transmission from the filler wire into the weld pool. The amperage and voltage are synchronized by the power source. Fast and appropriately timed power source control can be combined with the right shape of the current waveform in the process, permitting for non-interfered and spatter-free drop detachment into the weld pool. This keeps the arc stable and the welding process easy to control.
2.4.4 PCS – Pulse control spray Arc (PCS)
PCS of Fronius combines the advantages of pulse and spray arcs of GMAW in one characteristic. The PCS characteristic ensures that intermediate arcs are avoided. The result is a smooth transition from a pulsed arc to a spray arc, which reduces welding spatter. For this reason, PCS is most often used for small gaps, fillet welds and root passes. The powerful arc with good gap-bridging ability enables straightforward root passes, even when welding without moving the workpiece. Similarly, The TPS/i with the Low Spatter Control (LSC) Root characteristic is a choice for welding one-sided root passes in a downward direction.
3.0 Experimental work
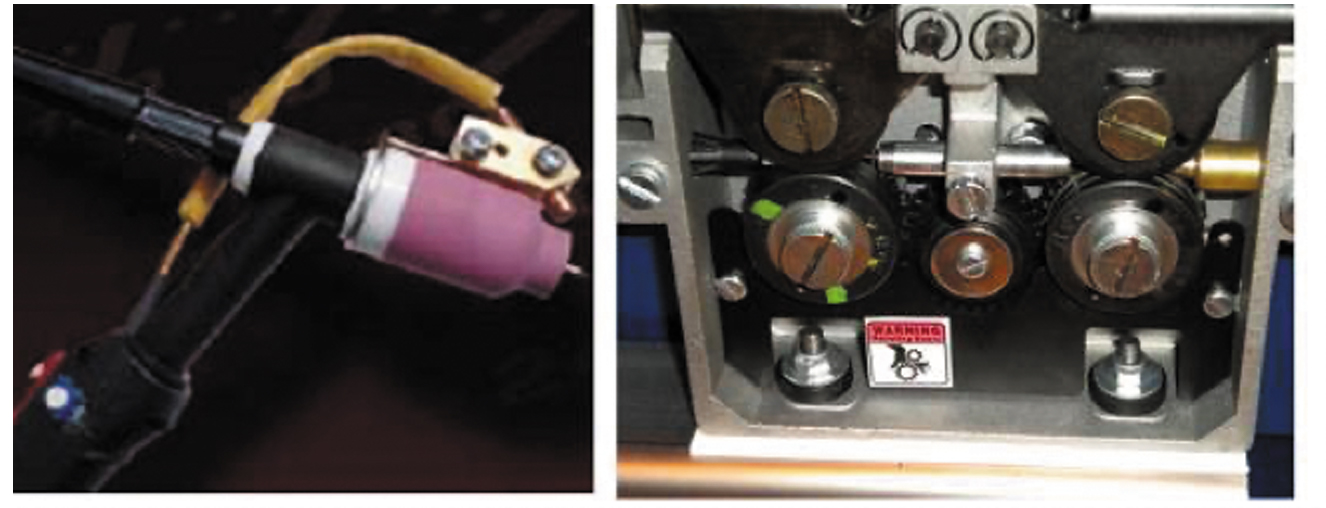
In this experimental work, we have compared the performance of the Continuous Wire GTAW with the conventional GTAW process for root pass welding in 2G and 5G positions. The Continuous Wire GTAW uses a traditional water-cooled GTAW torch with a fixed position wire guide tip. The welding mechanism includes a GTAW torch handle and, a wire feeding nozzle that interfaces with the GTAW torch handle making an angle of 45 to 50 degrees with the torch handle. The torch handle also contains a two-knob setting for controlling the current and wire feed rate as marked in item number 3 as shown in Figure. 7, the machine has the feasibility of both the continuous current and Continuous Wire feed rate, and it may also have the pulsing current with pulse wire feeding rate. The system may also contain the remote pendant having advanced features that permit editing the parameter from the pendant. Continuous Wire GTAW equipment comprises a welding power source marked as number 1, welding controller marked as number 2 and special GTAW torch marked as number 3.

In the conventional manual GTAW, the welder needs to hold and manipulate the torch with one hand and feed the consumable filler rod by the other hand and this puts a lot of strain on the welder. At the same time, the welder must monitor the weld pool to ensure the fusion of the joint. Thus, the conventional GTAW demands a skilled and qualified welder to produce a quality joint and increases the welder’s fatigue.
This problem is addressed precisely by the Continuous Wire GTAW, in which the filler wire is fed by a wire-feeder through a wire guide attached to the nozzle right into the arc. The strain on the welder is partly removed with this development and enables the welder to perform better. The Continuous Wire GTAW also helps in improving productivity as compared to conventional GTAW. Since the consumable filler wire is now fed by the electro-mechanical wire feeder, smooth root pass weld is achieved due to the uniform wire feeding thereby improving the quality.
Manual root pass welding trials have been carried out using both conventional GTAW and Continuous Wire GTAW in 2G position on ASTM Gr. 106B carbon steel pipes of diameter 127mm and wall thickness of 12.5mm. The joint preparation has been a single V butt joint with 45 degrees bevel angle, 1.5mm root face, and 2.4mm root gap.
For conventional GTAW trials, a 2.4mm diameter ER 70 S-A1 filler rod has been used and for Continuous Wire GTAW trials, a 1.2mm diameter ER 70 S-6 filler wire has been used. The shielding gas has been argon in both cases. Welding current of 130 Amp and arc voltage of 13 to 14 Volts has been used for both trials.
The Continuous Wire GTAW has taken only 4.0 minutes to complete the root pass whereas the conventional GTAW has taken 5.4 minutes for completing the root pass. Hence, Continuous Wire GTAW is found to result in 33% savings in time. There will be a proportionate saving in power, shielding gas, and labour.


Fig. 9 Root passes welding using Continuous Wire GTAW process in 2-G position
Continuous Wire GTAW is found to consume 33% less gas and 40% less power as compared to conventional GTAW for making the root pass weld in 2G position. Besides the economic advantages mentioned above, significant improvement in weld quality has also been observed. The weld appearance both in the root side and on the face side looks more uniform in Continuous Wire GTAW as is evident from Figure. 8.
The macrographs of the root pass welds obtained with conventional GTAW and Continuous Wire GTAW are shown in Figure. 10. Continuous Wire GTAW is found to deposit substantial thickness of weld metal with uniform shape in root pass as compared to conventional GTAW as is evident from Figure. 10. Hence, it can be taken up as Continuous Wire GTAW is more beneficial for root pass welding of pipes in 2G position.
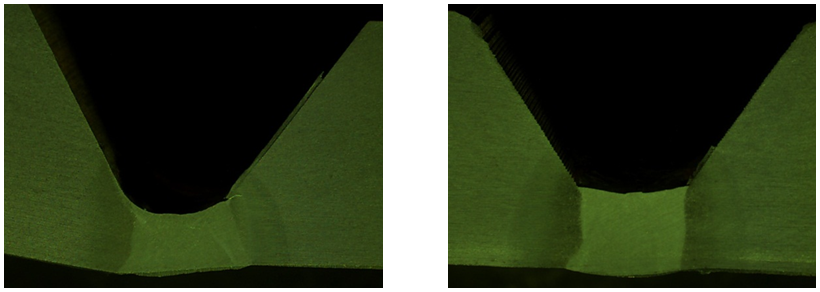
Fig 10. Macrograph of root passes welded by conventional GTAW&Continuous Wire GTAW
Welding trials have been carried out in 5G positions using both conventional GTAW and Continuous Wire GTAW processes in manual mode. The material, pipe size, joint preparation, welding current, arc voltage used, etc., remained the same as that of 2G position welding trials.
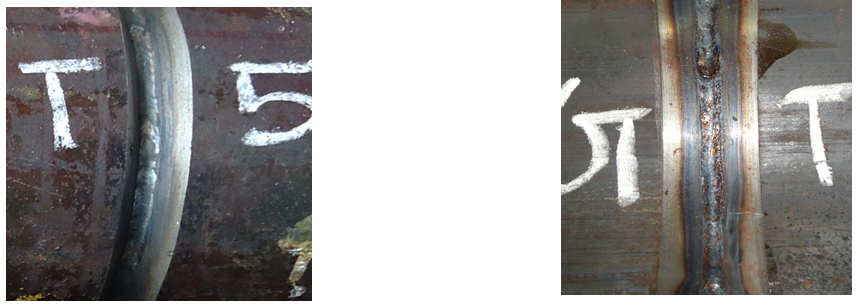
Figure. 11 and Figure. 12 show the weld appearances in the root and on the face side in conventional GTAW and Continuous Wire GTAW respectively. The weld appearance both in the root side and on the face side looks more uniform in Continuous Wire GTAW as is evident from Figure. 12. Continuous Wire GTAW has taken only 3.3 minutes to complete the root pass whereas the conventional GTAW has taken 5.54 minutes for completing the root pass. Hence, Continuous Wire GTAW is found to provide 42% savings in time in the 5G position. There will be a proportionate saving in power, shielding gas, and labour.

Continuous Wire GTAW is found to consume 40% less gas and 40% less power as compared to conventional GTAW for making the root pass weld in 5G position.
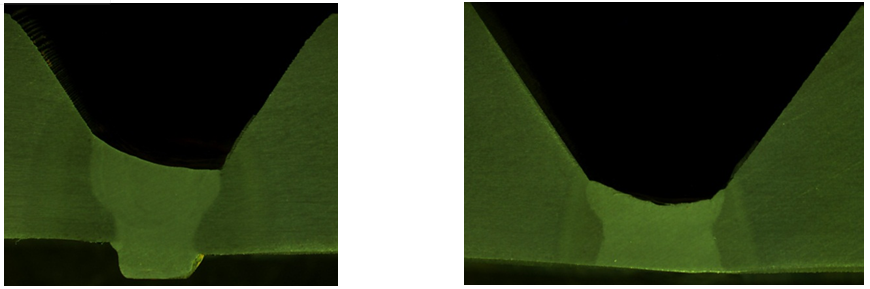
Fig 13 Macrograph of Conventional GTAW and Continuous Wire GTAW
From Figure. 13, the macrographs of the processes, it could be observed that Continuous Wire GTAW results in better and uniform penetration.
Conclusions
From the above trials, it could be observed that the Continuous Wire GTAW provides high quality, high productive alternative to conventional GTAW, particularly in root pass welding of pipes in manual mode itself. Continuous Wire GTAW enables even a less skilled welder to produce high-quality root pass welds in the pipe with little practice.
Some important conclusions drawn from the study are:
- The Continuous Wire GTAW is found suitable for root pass welding of pipes in all positions
- Continuous Wire GTAW provides good and uniform root pass weld quality as compared to conventional GTAW
- The Continuous Wire GTAW is found to be 40% more productive than conventional GTAW for root pass welding in 2G & 5G positions
- Root pass weld bead appearance of Continuous Wire GTAW is found to be much better than conventional GTAW in both 2G and 5G welding positions
- Continuous Wire GTAW could result in uniform weld penetration even in 5G position
- Continuous Wire GTAW could provide aesthetically good root passes with excellent bead geometry obviating the need for any subsequent dressing operation
Future work
Welding trials can be carried out remove on with other new-generation processes for root pass welding of power plant components and characteristics can be evaluated.
References
- Evolution in TIG Welding by Mr. D K Verma
- Welding for Automotive Components by N Rajasekaran, et al.
- Comparison of Waveforms of Various GMAW Power Sources by Mrs. A Santhakumari, et al.
N Rajasekaran with Dhanesh Kant Verma, A. Santhakumari & Dr. A. Raja

