Introduction
Steam is one of the oldest forms of energy. The first industrial use of steam was in 1712 when Thomas Newcomen’s atmospheric steam engine was used to pump water out of coal mines.
Today, steam is used in almost all process industries, such as food, beverages, chemicals, pharmaceuticals, textiles, power, cement, oil and gas, dairy, cement, rubber, etc. Which begs the question, What makes steam such a popular energy source over all others?
The abundance and easy availability of water, which is the source of steam, have made it a versatile option. Steam carries a lot of latent heat in small volumes and can be easily transferred from one place to another. Saturated steam has a very direct relationship between pressure and temperature.
It can be generated at high pressures as well and can be easily controlled at different pressures and temperatures. Steam plants are easy to maintain and can be easily automated and controlled with simple control systems. Steam can be used for direct as well as indirect heating. Being sterile, steam is used in sensitive processes in the pharmaceutical and food industries, as well as in hazardous areas.
The Quality of Steam
It is essential to ensure that the steam used for processes is as dry as possible. The greater the dryness fraction of steam, the better the heat content and heat transfer in the system. To achieve a better dryness fraction, we generally use moisture separators in the main steam lines.
Moisture separators efficiently remove moisture from steam and steam traps are placed at the drain point outlet of the separator to separate out the condensate. To improve the steam quality, we can also use strained water to filter out dirt and muck from the steam lines. By improving the steam quality, we can improve the process’s thermal efficiency by 10%.
Steam Distribution
An optimized steam system layout in a plant can improve its efficiency significantly. It is important to ensure that the steam supplied to different parts of the plant is at the required quantity and pressure. Steam lines installed should neither be oversized nor undersized, as both have their own disadvantages.
Oversized lines increase capital costs and radiation losses while being prone to wet steam. By increasing the steam line by just one size, capital costs can increase by 40% and radiation losses can increase by around 20%.
Undersized steam lines cause starvation of pressure and pressure drop. Velocity increases due to smaller line sizes, leading to erosion, water hammering and other safety hazards for the entire system.
Designing Steam Lines
Steam lines are designed on the basis of the velocity of steam. For saturated steam, a 25 – 40 m/s velocity range is considered and for superheated steam, a 50 – 70 m/s velocity range can be considered as there are no chances of condensate or water hammering.
Steam should be generated and distributed at the highest possible pressure. The main advantage is that the quality of steam is better at higher pressure because it is drier. When we run a boiler at higher pressure, the thermal storage capacity is higher, so it can take care of fluctuating loads better. Piping and insulation costs are lowered as smaller piping networks are required at higher pressures.
At the point of utilization, steam should be used at the lowest possible steam pressure, as the latent heat increases when the pressure reduces. Hence, when the steam condenses, the latent heat released at lower pressure is higher than at higher pressure.
For example, 1 Bar of steam has 2201.1 KJ/kg of latent heat as compared to 2030.9 KJ/kg of latent heat at 8 Bar. Thus, an additional 8.38% of latent heat from steam can be obtained at 1 bar than at 8 bar.
To achieve lower pressures, pressure-reducing stations are installed in the steam lines. PRS systems are built around pressure control valves, which control the pressure as per requirement. The system also includes moisture separators and strainers for better steam quality, inlet, outlet and bypass valves for operation and maintenance, and safety valves.
Main Steam Line & Steam Line Layouts
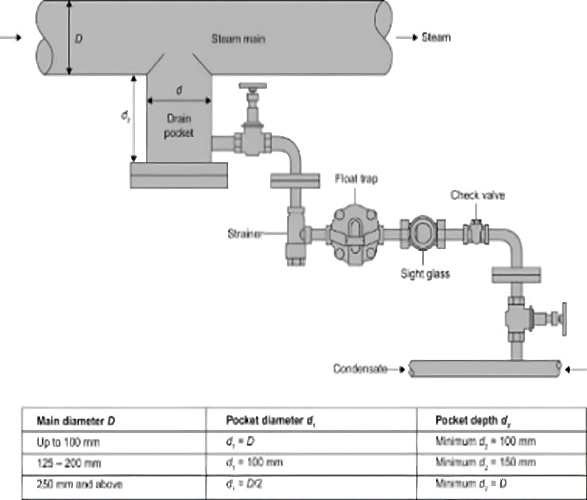
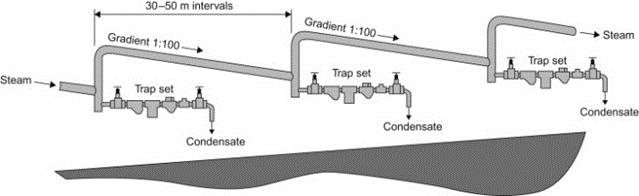
Main steam lines are under continuous condensation due to radiation losses. This condensate should be removed as soon as it’s formed. To ensure this, steam lines should have a gradient of 100/1 towards the direction of the flow, to ease the flow of condensate, and steam traps must be installed every 30mts of the running length of the steam line. The layout of drain points is equally critical, as the improper layout will lead to poor condensate evacuation from the main steam lines. Also, the proper layout of branch lines and drop leg is important for dry steam to reach the plant.
Steam Trapping
No steam system design is complete without steam traps. There are different types of steam traps such as:
- Thermodynamic steam traps
- Ball Floats steam traps
- Inverted Bucket steam traps
- Thermostatic steam traps
- Bi-Metallic steam traps
The selection of steam traps is very critical for optimizing steam system efficiency. While designing steam systems, correct steam traps with sizing as per application should be selected for maximum efficiency.
Thermodynamic traps are used for mainline and header applications, as they are robust and have excellent water hammering resistance. They are very versatile and can be used for a wide range of pressures.
Float traps are ideal for process applications, as they are continuous discharge traps. These traps have high discharge capacities and can handle air venting through air vents, and can operate easily with fluctuating loads and pressures.
Inverted bucket traps have very good water hammer resistance. They can be operated at higher pressures with ease and can also be used for super-heated steam.
Thermostatic traps are compactly designed for air venting and start-up load. They are ideal for tracing line applications and ensuring automatic adjustment for steam pressure variations.
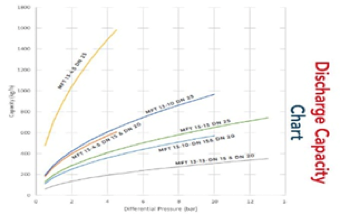
As trap size increases, the discharge capacity of the traps increases. At higher differential pressure, the discharge capacity increases and capacity increases for smaller internals. Based on the above principle, we can size any traps as per the discharge capacity chart.
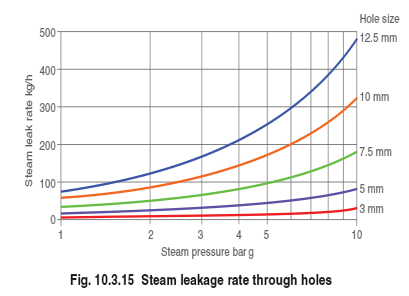
Proper installation of steam traps is critical for the functioning of steam traps. We should never do group trapping and install NRV after the trap, in a closed-loop system, to prevent trap leakage. To tackle the challenge of keeping steam traps working at all times, one should keep doing routine checks and take corrective actions on the leaking traps. Leaking traps is a big source of decreased steam system efficiency. For example, a full-bore leak of 3 mm at 10 Bar can leak up to 21 TPH of steam per month.
Optimizing heat transfer
The simple way to optimize heat transfer is to remove any heat transfer barriers. The air causes 2500 times more barrier than steel and is generally the biggest barrier to heat transfer. Thus, air venting in steam lines is very important.
As steam condenses, it forms a small layer on the surface, which acts as a barrier to heat transfer. To minimize this, dropwise condensation should be done instead of filmwise condensation, as dropwise condensation creates a lesser barrier to heat transfer. Scale formation should be kept in control as it is also a barrier to heat transfer.
Condensate Recovery
Pure and treated condensate water is released, once the steam transfers its heat and condenses. Returning condensate provides a lot of advantages with respect to heat energy. Generally, by increasing the feed water temperature by 6 degrees, we can save 1% of fuel. This means that an increase in feed water temperature from 30 degrees to 90 degrees will save us 10 % of fuel. In addition, there is a reduction in water costs, treatment costs and blowdown losses. Condensate return can be achieved by steam-operated pumps, which can pump condensate with the power of steam itself. These pumps are purely mechanical and very robust in operation.
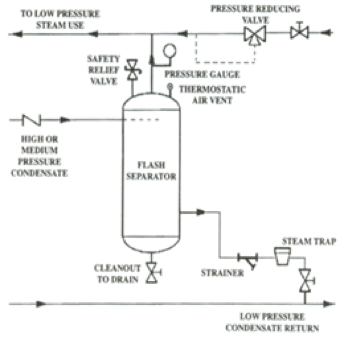
Flash Steam Recovery
When high-pressure condensate is exposed to lower pressure, i.e., atmospheric pressure, a certain amount of steam flashes into the atmosphere. The higher the condensate pressure, the more flash steam will be generated. This flash steam can be separated by installing a flash vessel, which separates flash steam from condensate.
Steam System Controls
For the efficient running of steam systems, there are many important parameters that require proper control systems. The three main types of control systems are automatic control, on-off control and continuous control. Steam pressure, steam temperature, levels, flow, blowdown, oxygen and various other parameters can be easily controlled, to ensure an efficient steam system that is easy to use and maintain.
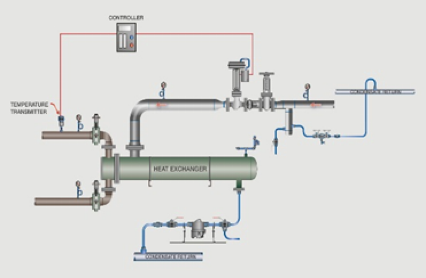
Steam pressure is controlled by PRS. Temperature can be controlled by temperature control valves, resulting in precise steam temperatures and better control of the processes. Controls play an important role in achieving overall system efficiency and higher productivity. Moreover, they make the entire system safe to operate.
Flow can be measured for steam, fuel and condensate by using flow meters. The meters are designed to measure the flow and level of the steam system and can be automated into the main system.
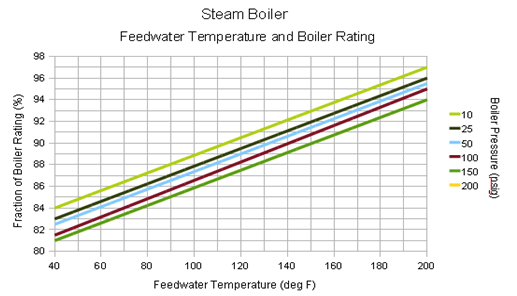
Feed water temperature control is another important component of steam system control and efficiency. At 100°F (37.7°C) feedwater temperature, the boiler rating is 89% while at 200°F (93.3°C) feedwater temperature, the boiler rating is 97%. This collaborates our earlier point of increased boiler Rating with temperature rise in feedwater temperature. Every boiler needs periodic blowdown to remove the total dissolved solids, i.e., TDS generated and chemical dosing in the system. To be on the safer side, in a manual system, blowdown is done more than required as we cannot control blowdown manually.
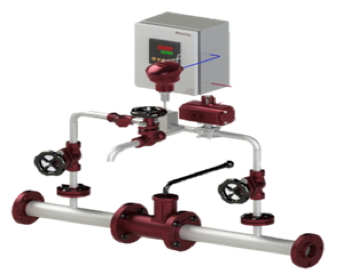
We can optimize blowdown losses and precisely control TDS by installing automated blowdown systems, which can sense TDS levels and give an on-off signal to BDV accordingly.
Thus, by ensuring that steam systems are designed and controlled according to the processes and required parameters, we can achieve optimal steam and condensate in plants, which in turn, can help us achieve major savings in plant operations.
Thus, by ensuring that steam systems are designed and controlled according to the processes and required parameters, we can achieve optimal steam and condensate in plants, which in turn, can help us achieve major savings in plant operations.
Author
Narpendra Singh
CEO
Maxima Steam Works

