
Name: Mangesh Ashtekar
Organisation: Forbes Marshall
Designation: Head Industrial Engineering
Education: M Tech (Manufacturing Management),
BE Mechanical, MBA Finance,
BITS Pilani, Pune University
Industrial Engineering, Product Packaging, Capital Equipment, Plant layouts, Automation, Ind 4.0.
- Proud to be part of Forbes Marshall’s Chakan, Pune Green Field Project
- Forbes Marshall Singapore factory commissioned during difficult covid period
- Worked on numerous manufacturing cell development as well as manufacturing layout projects of Forbes Marshall & its Joint Venture companies
- Developed various Material Storage, Material Handling Systems as well as Welding Automation & Special Purpose machines along with Corp Engg team
- Represented Forbes Marshall in India’s first ZED Cluster (Zero Defect Zero Effect) by CII+ACMA
- Instrumental in developing Mobile based Suggestion Scheme app in 2016 for Forbes Marshall
- Ind 4.0 welding machine monitoring system for Boiler factory
- Published technical papers, case studies at forums of CII, IIIE, INSSAN, QCFI, ISE
- Hon Secretary Indian National Suggestion Scheme INSSAN – Western India Chapter
- Hon Vice Chairman Indian Institution of Industrial Engineering, IIIE Pune Chapter
- ASQ Certified Six Sigma Black Belt
- Fellow Indian Institution of Industrial Engineering
- TRIZ Level 1 Certification
- Certified TQM Professional from JUSE – Union of Japanese Scientists & Engineers. Trained under Noriaki Kano of the famous ‘Kano Model’
Additive Manufacturing (AM)
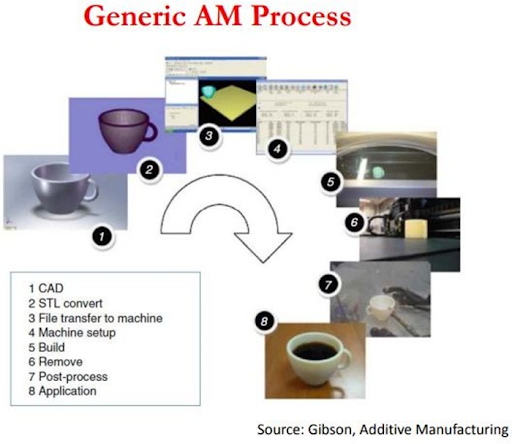
Additive Manufacturing (AM) refers to a process by which digital 3D design data is used to build up a component in layers by depositing material. (Ref: The International Committee F42 for Additive Manufacturing Technologies, ASTM)
What You See Is What You Build (WYSIWYB) Process
- the use of a computer 3D modeling software (Computer Aided Design or CAD),
- machine equipment, and
- layering material.
Once a CAD sketch is produced, the AM equipment reads data from the CAD file and lays downs or adds successive layers of liquid, powder, sheet material, or other, in a layer-upon-layer fashion to fabricate a 3D object.
The term AM encompasses many technologies including subsets like 3D Printing, Rapid Prototyping (RP), Direct Digital Manufacturing (DDM), layered manufacturing, and additive fabrication.
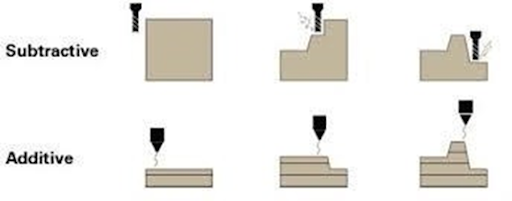
Additive manufacturing adds material. Subtractive manufacturing takes it away.
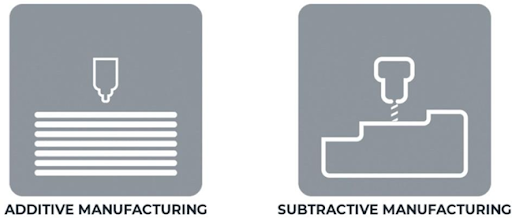
| Additive Manufacturing | Subtractive Manufacturing | |
| Intricate Shape Creation | Easy | Difficult |
| Material Wastage | Very Less | More |
| Production Rate | Slower | Faster |
| Cost Effectiveness | More | Expensive |
| Finished Product Quality Reliability | Less | More |
| Training | Easy | Difficult |
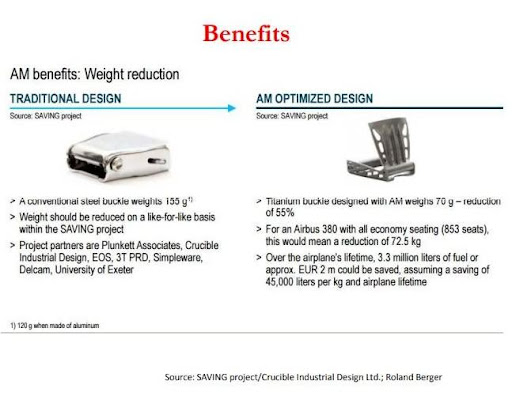
Benefits of Additive Manufacturing (AM)
Green technology
Additive manufacturing technology builds the product in layers, reducing material waste and consumption. The waste generated in the process is reused in manufacturing and does not lose any of its properties.
Speed of design and flexibility
AM allows quick design changes without compromising pricing and short lead times. AM is also very cost-efficient for manufacturing smaller batches.
Additive Manufacturing (AM) Materials
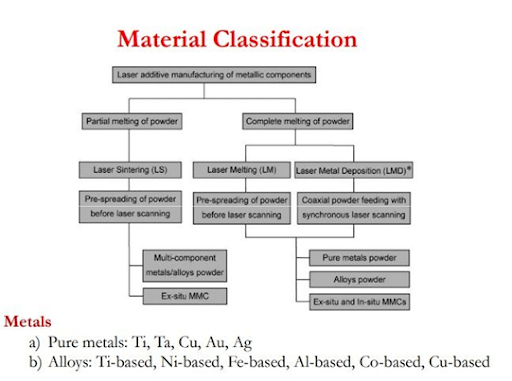
Material Development
- novel ferritic steel, named HiperFer (High-Performance Ferrite), which was designed for increased fatigue strength. (Equivalent to SS316L)
- This ferritic, laves phase-strengthened, stainless steel could be used for a wide range of structural components in power and (petro)chemical engineering at maximum temperatures ranging from about 580 to 650 °C.
- This material benefits from in situ heat treatment and counteracts process-related defects by “reactive” crack obstruction mechanisms, hampering both crack initiation and crack propagation.
- In this way, increased fatigue resistance and safety can be achieved.
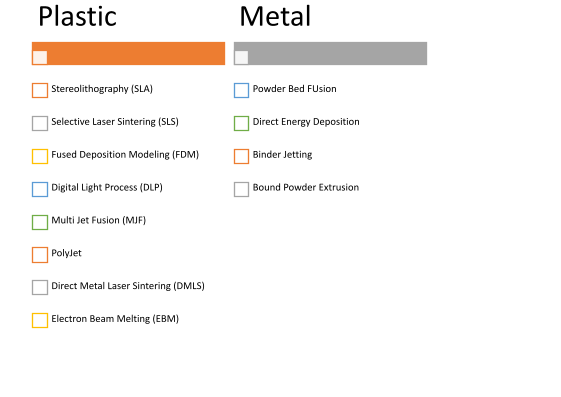
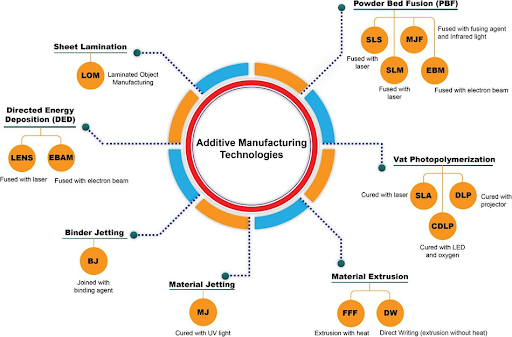
3D printing technologies spectrum
Additive Manufacturing (AM) Technologies
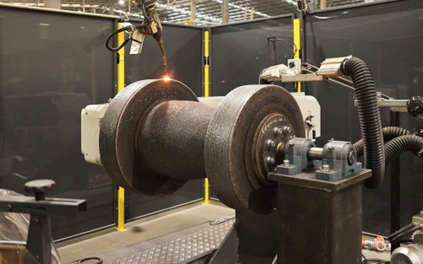
Wire Arc Additive Manufacturing (WAAM)
- Wire arc additive manufacturing is a wire-based process. It uses the gas metal arc welding process (GMAW)
- WAAM has high deposition rate (up to 4 Kg/Hr with steel materials)
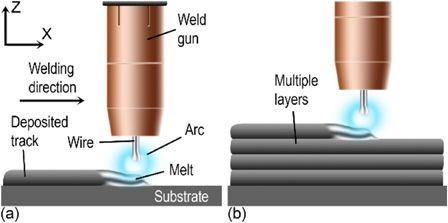
The welding process needs to be sufficiently low energy such that when a new layer is applied, the existing layers do not melt again. In other words, the process needs to be as “cold” as possible.
The weld layers need to be continuous, spatter-free, and consistent. If any flaws were to occur, these would be replicated in each subsequent layer.
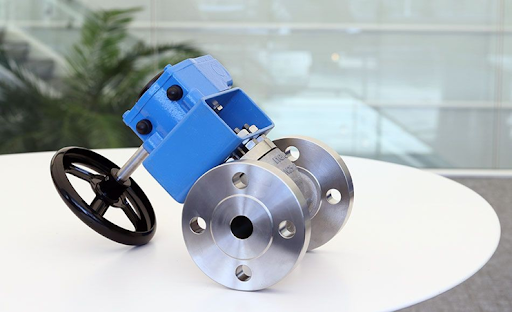
Additive manufacturing – Next generation industrial valves
Ramén Valves are one of the first valve manufacturers in the world to offer control valves in titanium grade 5 using additive manufacturing (AM).


EBM (Electron Beam Melting) is the process of producing parts by successive melting of layers of material rather than removing material. Each layer is melted to the exact geometry defined by a 3D computer model. The process provides a solid material whose properties are better than casted material and comparable to forged material. No residual stresses No heat treatment (of titanium)
3D Printed Control Valve & Internals
3D printing can improve valve performance, reduce noise and deliver optimized solutions for customers’ unique applications.

3D Printed Pressure Vessel by Shell Receives CE Certification
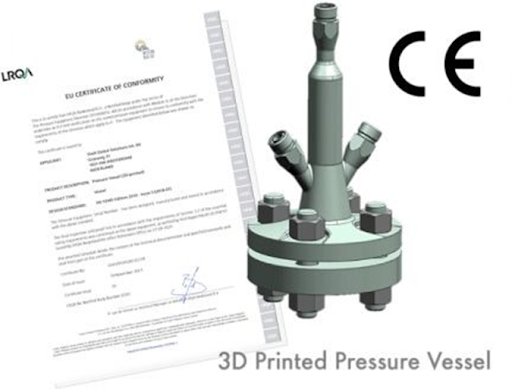
The vessel was manufactured through Powder Bed Fusion at the Energy Transition Campus in Amsterdam and is designed for pressures up to 220 bar.
ExxonMobil Orders “World’s Largest” 3D Printed Pressure Vessel from AML3D
Australian metal additive manufacturing (AM) firm, AML3D, has announced a $190,000 purchase order for a high-pressure piping vessel, from global oil megalith ExxonMobil. Specifically, ExxonMobil’s Asia Pacific division has ordered what AML3D touts as the “world’s largest” metal 3D printed commercial pressure vessel.
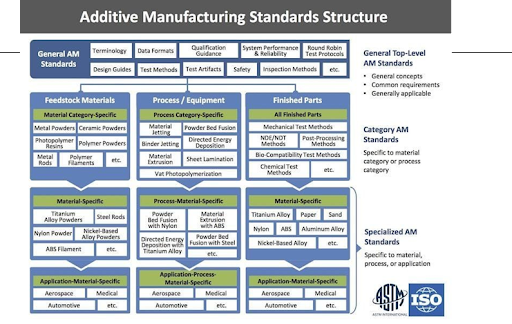
Additive Manufacturing Standards Structure
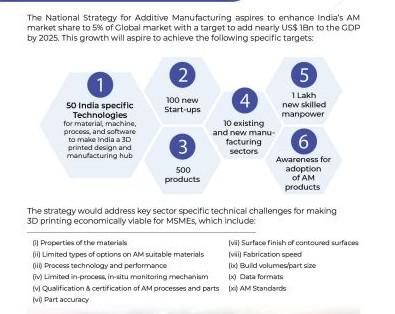
National Strategy for AM
In house experimentations
- Metal 3D printed mechanism parts for steam powered condensate pump
- Polymer 3D printing for aesthetic and from evaluation
- Polymer 3D printing for design validation
Metal 3D printed mechanism parts for steam powered condensate pump
We have done 3D printing of metal components in SS 316. The components were internal components of the mPump and were not subjected to pressure force. Out of the 3 components we printed one was a press part and the other two were casting components which were finished by using a machining process.
Observations, for the 3D metal, printed components
- The finishing of holes in the press part was not as expected. We may have undulation inside the hole.
- Close tolerances achieved by traditional machining cannot be achieved by a 3D printing process. We need to keep machining allowances in 3D printed components and get them machined after the printing, which still needs traditional processes like fixtures and machining.
- The surface finish in 3D metal is as good as sand cast components.
- In terms of strength, the property may vary according to material or 3D printing technique.


