ABSTRACT
Pump is the commonly used device which consumes large amount of world`s electrical energy and it has direct and / or indirect impact on CO2 emission. And the obvious reason of huge electrical energy consumption is its wide usage. The usage of this device starts from domestic building facility management to Industrial cooling water pump used in power plant to produce electricity. It will not be an exaggeration, if we called Industrial pump equipment as the heart of all process. Rather pump is such an important fluid handling equipment which keeps the plant running all the time. Today all industrial experts are striving to save electrical energy and thereby to reduce CO2 emission linked to electrical energy production.
This paper introduces Henkel`s new innovation technology “Loctite PC 7447 oleophobic coating” which in long run helps to reduced carbon footprint by improving efficiency of the pump. There are several other alternative polymeric coatings available and used by many maintenance & manufacturing experts. Predominantly epoxy coating like Loctite PC 7227 which are hydrophilic in nature. This paper also helps to distinguish technological advantages of oleophobic coating over other polymeric coating with actual efficiency testing and CO2 emission impact.
INTRODUCTION
Pump is a material handling device which predominantly used to transfer fluid from one place to another. In order to perform this action pump requires lots of electrical energy. Although pump is designed and selected as per the pressure and flow requirement. However, for the given operating condition when pump performs maximum work on water with optimal power consumption that point is called the best efficiency point for that particular pump. When we go into the details of this device there are many parts of pump which are responsible for efficient working. When these parts get damage or worn-out then pump is not operated at its best estimated efficiency and apparently to deliver same amount of work (i.e., pressure / Flow rate) pump starts consuming more energy. And more energy consumption means additional consumption of fuel which indirectly burdens tons of CO2 emission into the atmosphere.
Sometimes for a running pump it is hard to protect their parts because although maintenance cost could be smaller, but the stoppage cost due to pump is not affordable. Many experts monitor and classify the efficiency of pump as Mechanical and Hydraulic efficiency and these efficiencies are linked with few listed challenges as below and those are always on the radar of maintenance experts:

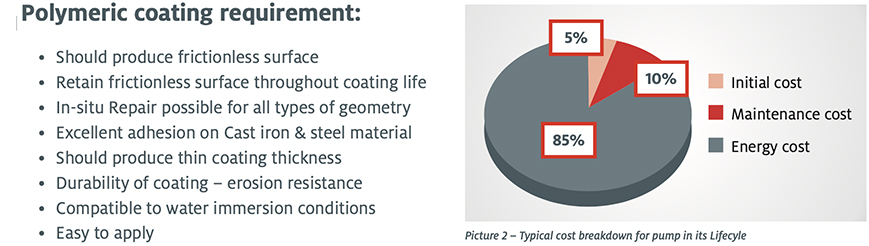
All these 6 factors directly impact on huge cost to the maintenance team. In pump life cycle up to 85% of its total cost is the electrical energy cost which is consumed by pump itself during the running condition. That’s why in order to reduce CO2 emission, first step is to save this extra electrical energy cost consumed by pump due to frictional losses and wear & tear of parts. It can be proactively protected with polymeric coating. Other than above visible challenges one factor is directly impacting on volumetric efficiency which is Surface roughness. And surface roughness value is very poor on the old pump but even on blasted new pump parts surface roughness value make a significant impact on efficiency.
POLYMERIC COATING EXPECTATIONS
All pump manufactures take utmost care that different parts of pump and its consumable should stay durable for the given design operating condition. However, wear & tear of the part is the inherent continues process either due to corrosion- erosion, cavitation or friction between the parts and fluid. This cannot be completely avoided however this wear-tear can be prolonged with the use of polymeric coating. And to address above root causes effectively polymeric coating should possess few key characteristics. Keeping in mind, maintenance expert will not get frequent chance for such a proactive repair so that selecting the right polymeric coating is the key. Below are few guiding properties which needs to be evaluated while selecting right coating for your pump.
ROLE OF OLEOPHOBIC COATING IN PUMP EFFICIENCY
Types of coating
Due to large number of protective coatings in the market, selecting the right polymer coating for pump efficiency improvement can be confusing. However, there are only a few polymer coatings particularly engineered for pump efficiency improvement and effective in new pumps. The polymeric coating will significantly reduce surface roughness and there by reduces frictional losses which directly impacts pump efficiency.
Polymeric coatings are of three main types based on contact angle formed by the water molecules with the surface.
- Hydrophilic
- Hydrophobic
- Oleophobic
A surface is called hydrophilic when the water contact
angle with the surface is measured < 90°. Normally uncoated material of pump such as cast iron, stainless steel follows under this category. Few 2K ceramic filled epoxy coating technologies although these are frictionless and produces glossy surface water molecule forms < 90° as contact angle example. From past many years of experience this technology serving the Industrial pump with the probable efficiency improvement of 3 – 15% depending on condition of pump.
In such situation water molecules easily spreads and there is more area covered by the liquid droplet on the surface. And the result on new pump is not that significant.
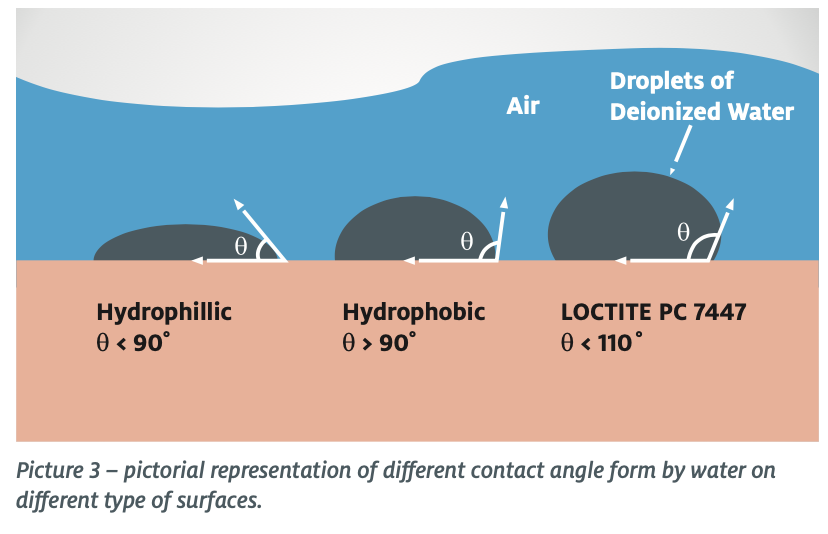
Hydrophobic coating offers water contact angle > 90° but < 105°. This surface repeal the water molecule easily as they have poor wettability and relatively low surface free energy compared to hydrophilic coating thus reduces wetting factors throughout the hydraulic passages of the pump and impeller. High contact angle and low the surface free energy coatings offer better performance.
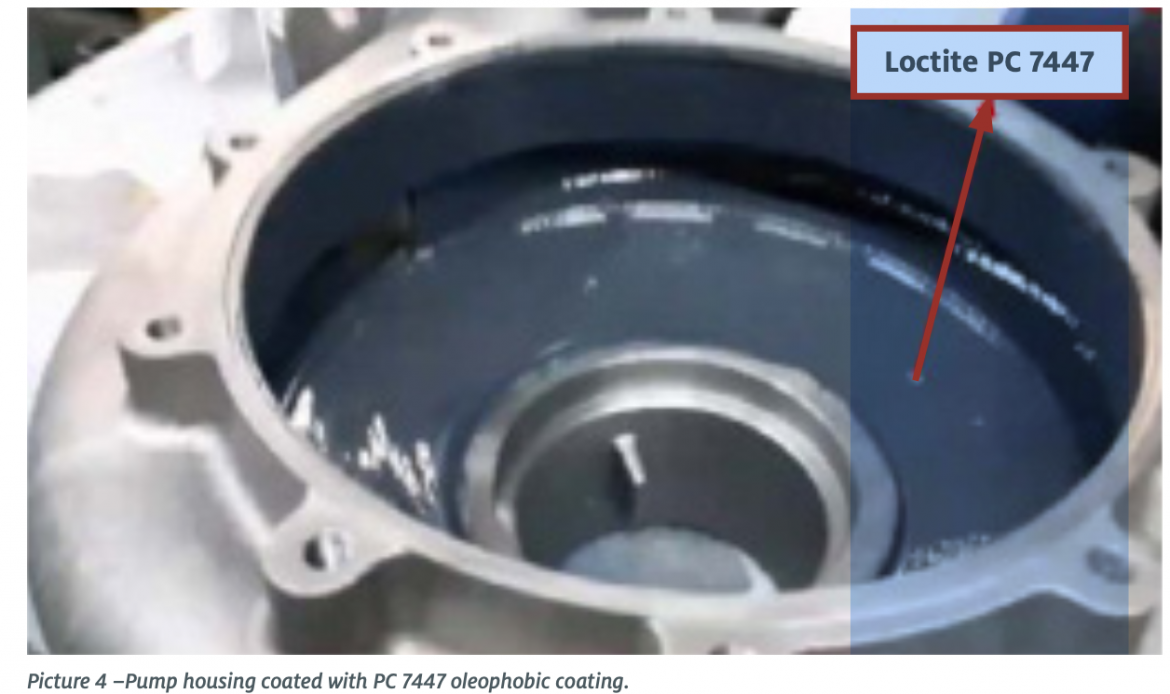
Loctite PC 7447 is the next stage after hydrophobic and here the contact angle formed by the water molecules are > 110° and when contact angle is between 106° to 120° the surface is referred as Oleophobic surface. “Oleophobic coating” offers best in class performance for pump efficiency and fulfils the necessary requirements for a superior highly abrasion resistant coating. Loctite PC 7447 is a an ultra-smooth, Epoxy-silicone composition which combines the advantages of both epoxies and silicones to offer more-durable composition with lot of advantages which are not being offered by conventional epoxy or silicone compositions to meet expectations of saving larger CO2 emission. Loctite PC 7447 offers hard yet flexible finished surface with oleophobic surface properties and with high contact angle. The Loctite PC 7447 composition offers unmatched best in class abrasion resistance and excellent adhesion on wide range of substrates and fully compatible with water as fluid up to 80° C for long term immersion conditions.
Advantages of Oleophobic coating over other polymeric coating technologies
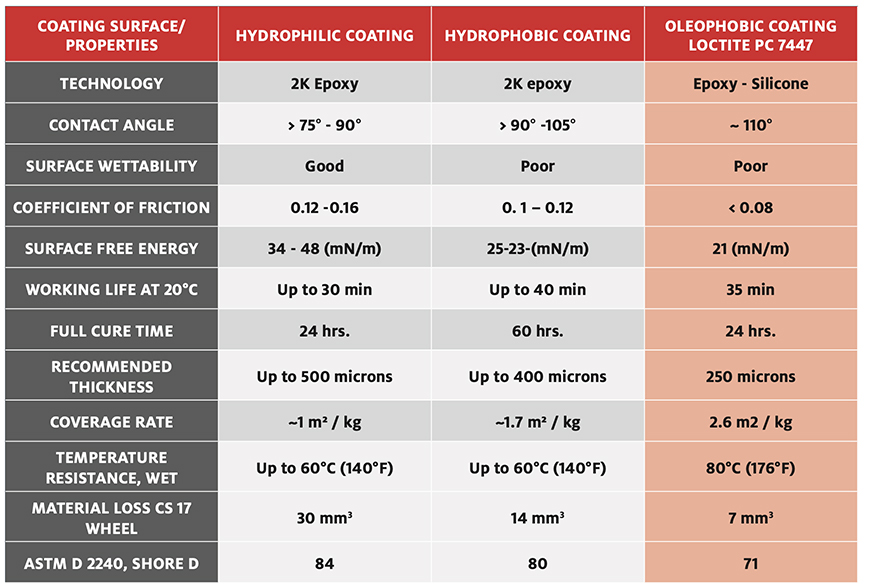
Table 1 – Comparison between different surface with respect to polymeric coating expectations using internal lab testing
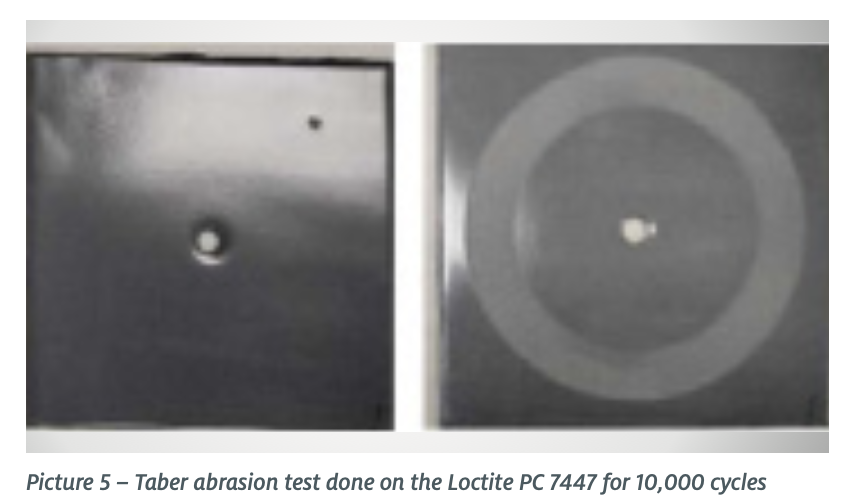
Generally polymeric coatings are being applied with higher thickness of 400-500 microns to accommodate the abrasion loss caused by the fluids and to overcome the normal coating defects (pin holes, cavitation, sagging etc.) However as described in above table Loctite PC 7447 is requires only 250-micron as coating thickness with single coat, which is aligned with the Henkel’s goal towards the sustainability “Loctite PC 7447 offers 3X performance, picture 4 indicates Taber abrasion test conducted on Loctite PC 7447 panel with CS 17 wheel for 10,000 hrs. Compared to Hydrophilic coating it shows 3 X results with double coverage compared to any conventional Epoxy composition”. As the coating offers highly glossy and self-leveling surface it eliminates the surface defects and hence there is no need for second coat, which eventually offers shorter maintenance time and better productivity.
PUMP EFFICIENCY TESTING WITH LOCTITE PC 7447
About pump efficiency Calculation
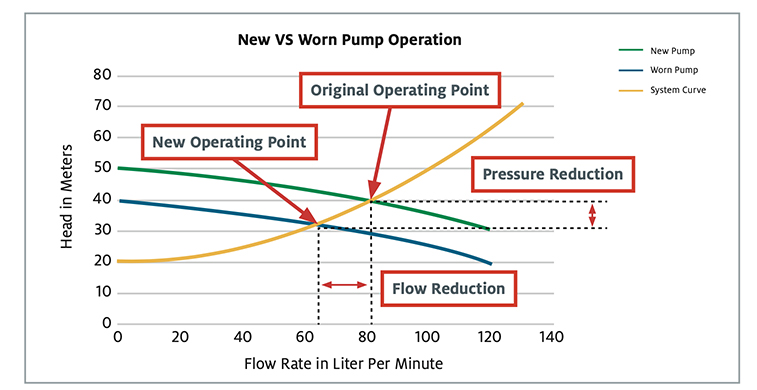
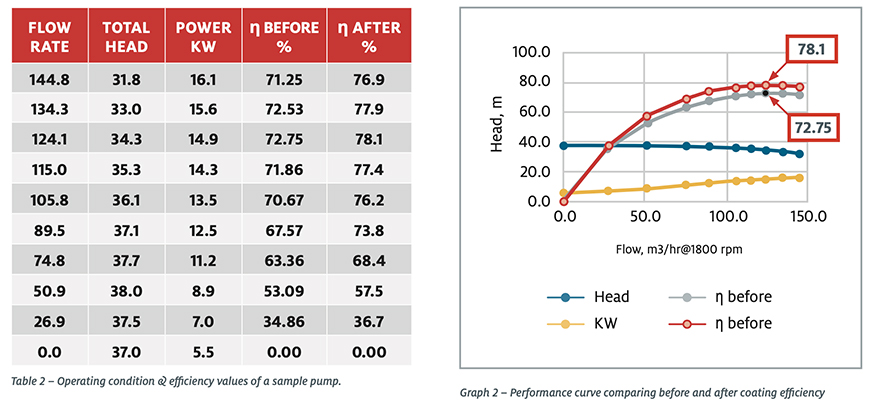
The percent of Efficiency enhancement on old pump is depends on current condition of pump and typical values are 10 -30%. However, enhancement of efficiency on new pump is the real challenge as the OEM manufacture their pump to Best Efficiency Point (BEP). BEP is the flowrate at which the pump has the maximum efficiency and due to wear losses BEP point shift toward the left side of the pump curve. Performance curve of a pump is usually graph plotting the pressure or head generated by the pump over a range of flow rates. The below graph 1 shows a performance curve shift for a typical centrifugal pump when a new pump turns to old. According to some pump experts for a running pump every year there 1 – 2 % efficiency loss due to frictional losses.
The actual efficiency of the pump can be determined indirectly by measuring the pressure at the pump suction and discharge, the flowrate of the pump either at the suction after steady operation or at the discharge and measuring the absorbed power by the drive unit:
Ps= Measured pressure at the suction [Barg]
Pd= Measured pressure at the pump discharge [Barg]
ρ = density of the liquid in [Kg/m3]
S.G.= Specific gravity of the liquid
PDR = Absorbed power of the drive train [KW]
ηDR = Drive train Efficiency
Q = Flowrate of the pump [m3/hr.]
Knowing the above parameters, the pump actual efficiency can be calculated as below:

Effect of oleophobic coating during efficiency measurement
1. Assuming same flow rate(Q) and same head (H) Power at the pump shaft decreases.
2. If power stays same, then with the same power it provides more flow rate and more delievery head
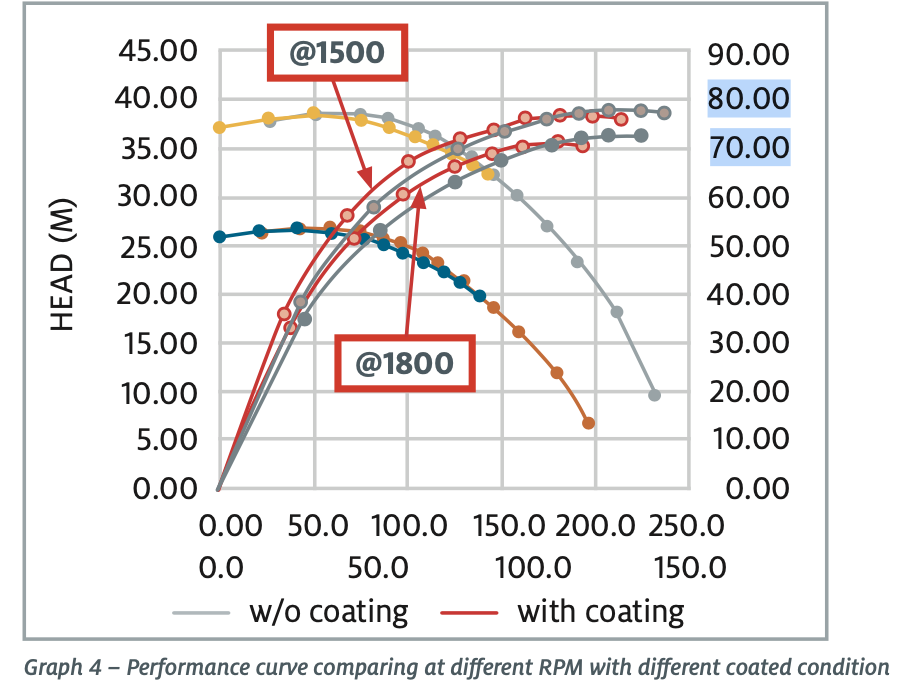
Test pump specifications: A water handling centrifugal pump having impeller diameter as 264 mm with axel inlet having wide usage of this pump was given by OEM for this experiment. Pump impeller and casing were made of cast iron material with flow of 142 m3/hr. and tested at constant revolution per minute (RPM) of 1800.
Study is further extended and tested at lower constant RPM of 1500 and this OEM is already using Loctite PC 7227 hydrophilic coating on their new pump housing since many years. Disc friction is maximum at the impeller part thus further study were conducted to change the impeller with Loctite PC 7447 oleophobic coating and pump housing coated with Loctite PC 7227 hydrophilic coating. Below graph 4 shows results obtained at various conditions.
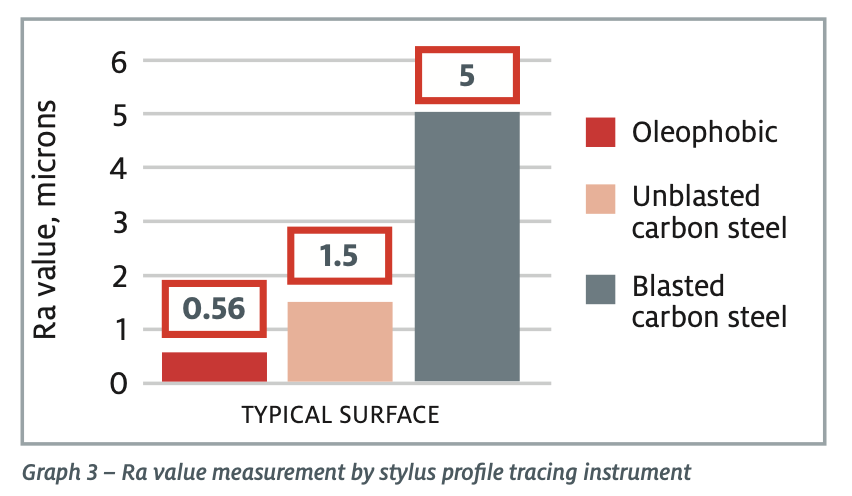
Test results shows that as compared to uncoated new casing & impeller coated pump parts helps to improve efficiency. One factor predominantly observed that surface roughness value which are significantly reduced hydraulic losses. Graph 3 shows difference of Ra value measured on different surfaces. And with Oleophobic surface it helps to reduce frictional drag and wall shear stress.
SUSTAINABILITY IMPACT ON CO2 EMISSION REDUCTION
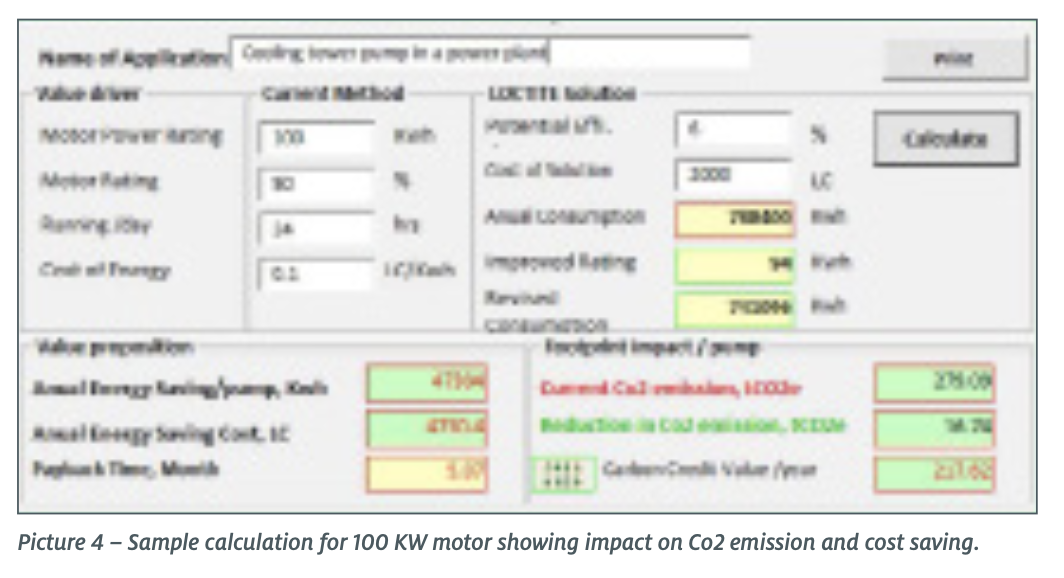
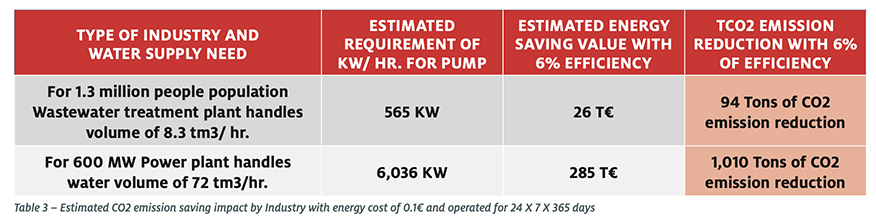
Along with efficiency enhancement to reduce carbon footprint is one of the important drive industries are targeting. Few pumps in the utility plant runs continuously. Obviously, it has direct impact on energy consumption. Sometime single digit efficiency enhancement looks small, but it has positive impact on reducing carbon emission. As shown in picture 4 below with 6 % of efficiency improvement approx. 17 tons of Co2 emission can be reduced with energy saving cost up to 5 TEuro/ 100 KW motor.
Pump has wide usages starting from domestic application of water supply in a municipal corporation water treatment plant to industrial usages of supplying water to boiler in a power plant. Petrochemical & refinery to a food item manufacturing unit. Water is a basic need of all types of Industry and to transfer this water from one corner to other pump plays an important role. It means every Industry could be the volunteer to contribute reduce CO2 emission.
CONCLUSION
Loctite PC 7447 oleophobic coating produces low surface energy and frictionless surface which helps to reduce frictional losses in the pump (old & New). From the independent lab testing conducted at pump OEM, results show that on a new pump, efficiency can be increased up to 6% and it can act as tool for potential saving of CO2 emission and act as step toward “NetZero”.
Taber abrasion test results showed epoxy-silicon hybrid formula provides 3X durability compared to hydrophilic coating
Acknowledgment
Thanks to Tolga Calisan, BDM EEIMEA, Frederic Petiot Application Engineer, ACM ETS – MRO and Snraju Kutcherlapati PD scientist for their valuable contributions & inputs for this paper
References
Henkel Internal lab testing & validation reports.
Nilesh Adkar – (TCS Manager – MEA), Turkey with Mihirkumar Patel (Sr. Scientific Associate – Product development), India and Salem Gergi (TCS Engineer – MRO), UAE