Biomass (Agri-Waste) is the cost-effective future fuel and can be used in various industries either in loose form or briquettes/pellets as per the industrial requirements. Briquetting/Pelletizing increases the Calorific Value of Agri-waste and fulfils industrial requirement of green steam in boilers.
Sugarcane trash (or cane trash) is an excellent biomass resource in sugar-producing countries worldwide. The amount of cane trash produced depends on the plant variety, age of the crop at harvest and soil and weather conditions. Typically it represents about 15% of the total above ground biomass at harvest which is equivalent to about 10-15 tons per hectare of dry matter. During the harvesting operation around 70-80% of the cane trash is left in the field with 20-30% taken to the mill together with the sugarcane stalks as extraneous matter.
Cane trash’s calorific value is similar to that of bagasse but has an advantage of having lower moisture content and hence dries more quickly. Nowadays only a small quantity of this biomass is used as fuel, mixed with bagasse or by itself, at the sugar mill. The rest is burned in the vicinity of the dry cleaning installation, creating a pollution problem in sugar-producing nations.
However, most of the trash is burned in the field due to its bulky nature and high cost incurred in collection and transportation.
Cane trash could be used as an off-season fuel for year-round power generation at sugar mills. There is also a high demand for biomass as a boiler fuel during the sugar-milling season. Sugarcane trash can also convert in biomass pellets and used in dedicated biomass power stations or co-fired with coal in power plants and cement kilns.
1. Recovery of cane trash from Fields
Recovery of cane trash implies a change from traditional harvesting methods which normally consists of destroying the trash by setting huge areas of sugarcane fields ablaze prior to the harvest. There are a number of major technical and economic issues that need to be overcome to utilize cane trash as a renewable energy resource. For example, its recovery from the field and transportation to the mill, are major issues.
Burning cane trash in the field creates many problems related to decaying of soil productivity day by day.
2. Briquetting of sugarcane bagasse
Briquettes are essentially manufactured by compressing and compacting forestry, agricultural or industrial origin raw material, Natural compaction of the raw material is achieved by compressing at high pressure, which produces an increase in temperatures leading to a bakelized surface, which gives a glossy appearance and consistency to the briquettes.
The typical briquette production process includes the following stages: a) milling b) drying and c) pressing (or briquetting)
Briquetting technologies can be divided into:
- High pressure compaction
- Medium pressure compaction with a heating device
- Low pressure compaction with a binder
In all these compaction techniques solid particles are the starting materials. The individual particles are still identifiable to some extent in the final product. Briquetting and extrusion both represent compaction i.e. the pressing together of particles in a confined volume. If fine materials which deform under high pressure are pressed no binders are required. The strength of such compacts is caused by van der Waals’ forces, valence forces or interlocking. Natural components of the material may be activated by the prevailing high-pressure forces to become binders.
Medium pressure compaction with a heating device technique is majorly used in India due to cost-effectiveness and ease in operations. Even Semi-skilled manpower can handle machines effectively.
3. Briquetting technologies – Screw Press and Piston Press Technologies
High compaction technology or binder less technology consists of the piston press and the screw press. Most of the units currently installed in India are the reciprocating type where the biomass is pressed in a die by a reciprocating ram at a very high pressure. In a screw extruder press, the biomass is extruded continuously by a screw through a heated taper die. In a piston press the wear of the contact parts e.g. the ram and die is less compared to the wear of the screw and die in a screw extruder press. The power consumption in the former is less than that of the latter. But in terms of briquette quality and production procedure screw press is definitely superior to the piston press technology. The central hole incorporated into the briquettes produced by a screw extruder helps to achieve uniform and efficient combustion and also these briquettes can be carbonised. Following table shows a comparison between a screw extruder and a piston press.
| Piston press | Screw extruder | |
| Optimum moisture content of raw material | 10-15% | 8-9% |
| Wear of contact parts | low in case of ram and die | high in case of screw |
| Output from the machine | in strokes | continuous |
| Power consumption | 50 kWh/ton | 60 kWh/ton |
| Density of briquette | 1-1.2 gm/cm³ | 1-1.4 gm/cm³ |
| Maintenance | High | low |
| Combustion performance of briquettes | not so good | very good |
| Carbonization to charcoal | not possible | makes good charcoal |
| Suitability in gasifiers | not suitable | suitable |
| Homogeneity of briquettes | non-homogeneous | homogeneous |
The piston presses which are currently operating in India are also known as ram and die technology. In this case the biomass is punched into a die by a reciprocating ram with a very high pressure thereby compressing the mass to obtain a briquette. The briquette produced is 90 mm in external diameter. This machine has a 1000-1500 kg/hr capacity.
Depending upon the type of biomass three processes are generally required involving the following steps
A. Sieving- Drying- Preheating- Densification – Cooling – Packing
B. Sieving – Crushing – Preheating – Densification – Cooling – Packing
C. Drying -Crushing – Preheating – Densification – Cooling – Packing
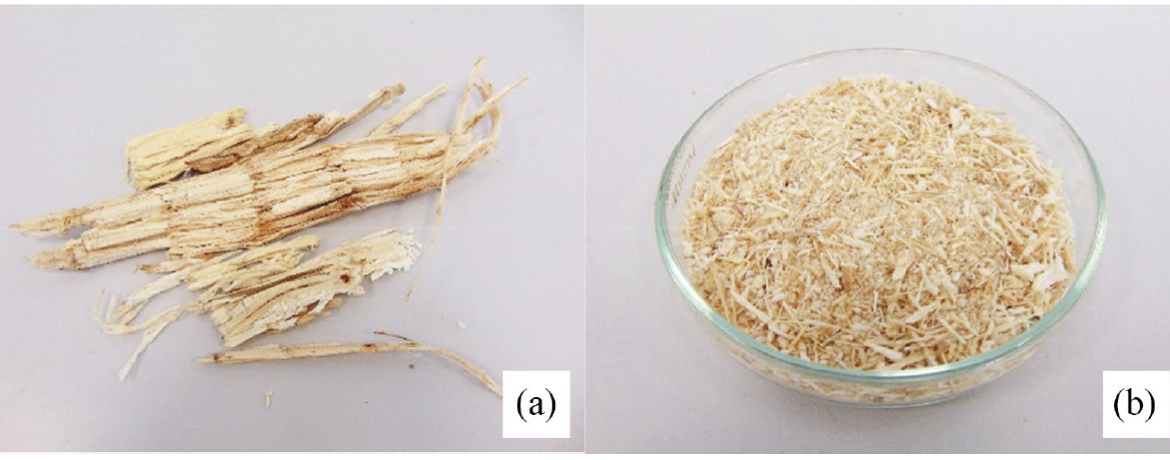
When sawdust is used process A is adopted. Process B is for agro and mill residues which are normally dry. These materials are coffee husk, rice husk, groundnut shells etc. Process C is for materials like bagasse, coir pith (which needs sieving) mustard and other cereal stalks.
4. Roadmap for briquetting using Bagasse/Cane Trash as raw material
Among the residual biomass with high energetic potential, agricultural and wood residues stand as promising feedstock due to their thermo chemical characteristics and availability. Residues of the sugarcane industry are particularly important considering that sugarcane is a crop extensively cultivated in several tropical areas of the country.
Despite their benefits one of the major limitations in the use of sugarcane bagasse and other biomass for heat and power conversion is its low bulk density, causing inefficient and cost-intensive handling properties. Other drawbacks relative to biomass use are – dispersed generation, high moisture content and heterogeneous shape and size which make difficult their handling, storage, transport and application in energy conversion processes mainly due to equipment limitations. One of the solutions to these problems is to increase the biomass density through the production of pellets or briquettes.
The biomass compaction technology is a transformation process of the material into homogeneous particles of a determined size (briquette) that show high density and low moisture content when compared to biomass in nature.
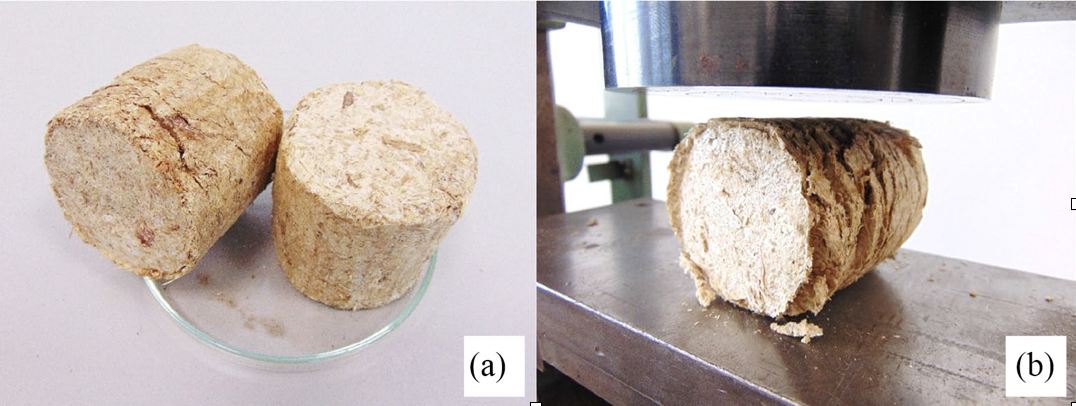
After positive evaluation of sugarcane bagasse suitability for processing of direct combustion feedstock, high-pressure briquetting technology has been used for bio-briquette production. The production of bio-briquette samples itself and the viability of such production are represented by the first observed positive results which indicated feedstock’s suitability for the densification process.
Rishikesh Deshpande, Managing Director and Project Consultant, Sustainable Biobrikets Pvt. Ltd


