As part of developing process intensification systems, HiGee based Deaeration Technology (DT) has been developed which is an alternative to conventional Steam Deaerator (SD).
The technical feasibility of the HiGee deaeration process has been established at a pilot plant of 50 TPD capacity. HiGee deaeration pilot runs were conducted, and the process has been optimized to meet the desired Dissolved Oxygen (DO) in Boiler Feed Water (BFW). To set up the demonstration unit, a joint study was done by the Mumbai refinery (MR) and Corporate R&D Centre (CRDC) team on all ten existing SD of MR. It is noted that suitable integration of HiGee deaerator along with the existing plant can save a significant amount of energy. Currently, the commissioning of HiGee deaerator of 150 TPD capacity is progressing in the field.
This article mainly covers the technology development, performance at pilot scale, setting up demonstration unit and integration with existing plant. Currently, HiGee technology is robust and effective to achieve DO less than 5 PPB in BFW in a single step without chemical dosing. Bharat Petroleum Corporation Ltd. (BPCL) has filed for an Indian patent for this technology.
1. Introduction
Water is an essential utility in process industries that need to be treated for DO to avoid corrosion problems. The presence of excess DO in process water leads to the growth of aerobic bacteria, algae, and slime, which causes plugging and scale formation in the piping network as well as heating surfaces, and results in low system efficiency and equipment. The DO specification for BFW is in the range of 10-20 PPB in order to control localized corrosion inside the boiler system [1, 2].
To meet the desired DO specifications, the conventional systems generally involve two stages. In the first stage, the majority of DO is stripped off either by steam or vacuum (SD or Vacuum Deaerator, VD) up to 200-300 PPB level, and in the second stage, chemical dosing help in meeting the desired specification of 10-20 PPB range.
In the first stage (SD), steam is used for heating the feed water followed by purging of extra steam in the system for stripping off DO to prepare BFW. In this process, a significant amount of steam about 5-15% is vented out to the atmosphere as a carrier medium and results in losses.
The conventional SD are packed on tray towers of large dimensions of about 10 x 1.8 x 7 meters (L x W x H) claiming a footprint of about 20 sqm for a water treatment capacity of about 2000 TPD. Conventional SD is heavyweight (40-50 tons) and bulky which imposes a high capital investment. Hence, a novel equipment design that can be built in a lower floor area with low capital investment and overall low operating cost is the need of the hour.
Rotating Packed Bed (RPB) is the most efficient gas-liquid contactor in which centrifugal acceleration replaces gravity and is named “HiGee” (for high ‘gravity’). HiGee based process intensification is an ideal concept to reduce equipment size and weight of the unit for deaeration and make it overall cost-effective. The significantly higher centrifugal acceleration (100-1000 times ‘g’) enhances the gas-liquid throughput limit along with intimate contact for high mass transfer coefficients (5-10 times). It also permits to use the packing with a large specific surface area (1000-4000 m2 /m3. A combination of these two factors leads to significantly smaller size units (10-20 times) compared to conventional SD for the same capacity and objective [4].
In the previously published works, various research groups have claimed efficient method(s) and system(s) of Liquid Deaeration (LD) using RPB system as well as conventional packed bed both. Park et al. [5] reported an RPB system is used for degassing of liquids i.e., water, malt beverages, alcohol and non-alcoholic beverages, fruit juices, etc. in which they have claimed reduction of the concentration of DO to a level up to 50mg/m3 at sub-atmospheric pressures. In another work, Mello et al.[6] reported systems and methods for deaerating seawater using an RPB for fuel gas as a stripping medium as well as a vacuum system. In this work, the lowest DO of about 29 PPB is achieved in seawater at a much higher gas to liquid (G/L) ratio and high vacuum. Wu et al. [7] patented a system for removal of DO from seawater which contains a mixer and a conventional packed column with various configurations in two stages to achieve DO less than 10 PPB using nitrogen as a stripping gas with 99.4% at a high G/L ratio (1.2) and high vacuum.
In the present work, an efficient RPB system has been designed and tested with features like Monoblock packing, high surface area packing, controlling liquid hold up, flooding and liquid maldistribution, etc. HiGee RPB pilot plant of 50 T`PD capacity was designed for experiments and optimized the process conditions such as g-force, G/L ratio, nitrogen purity, and power consumptions.
2. Process description
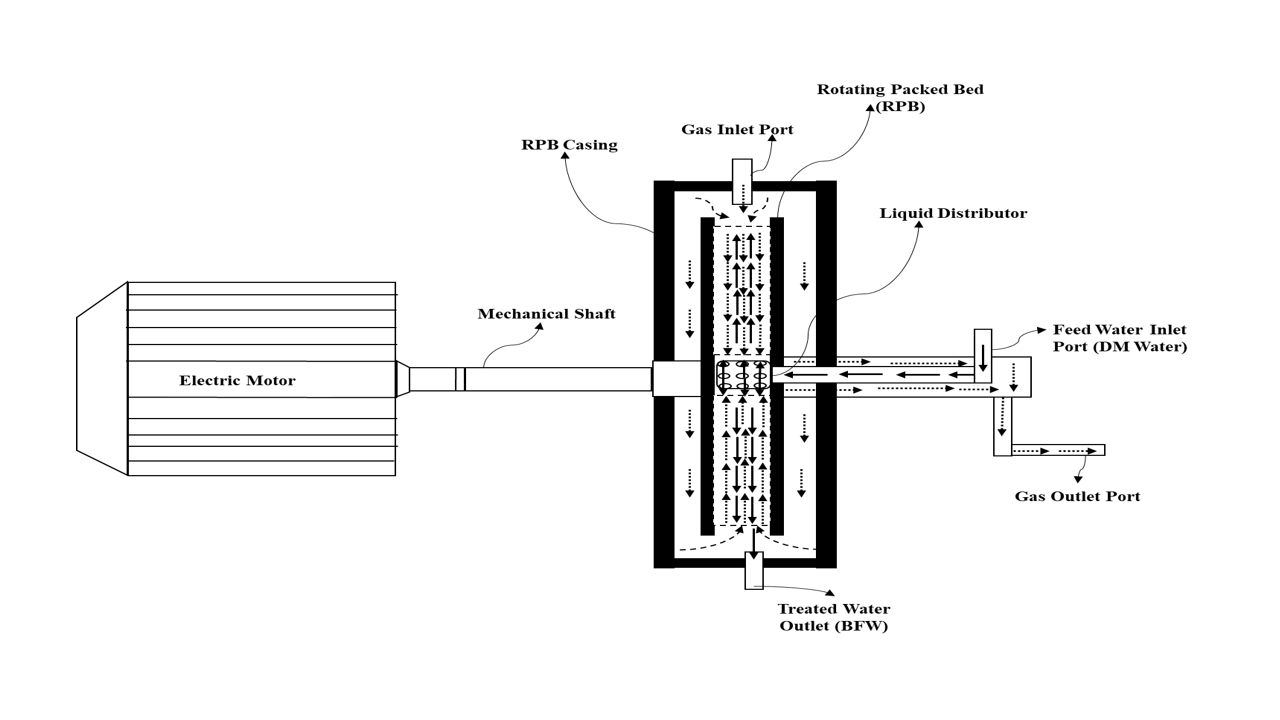
HiGee deaerator is an ideal equipment for WD because of its commercial incentive to reduce both capital investment as well as operating cost. In this technology, water is spread over a highly porous packing of RPB through a liquid distributor, and water moves radially outward due to radial forces generated on rotation. Carrier gas (nitrogen) which is filled in equipment casing moves radially inward towards the packing center due to pressure gradient, as shown in Figure 1. Both gas and liquid come in contact with each other in a counter-current fashion under the influence of high centrifugal forces, which decreases the interfacial tension between both phases. Availability of high surface area and lower interfacial tension, high mass transfer between the phases can be achieved.
3. Technology development
The technology not only offers a high mass transfer rate but also higher gas-liquid throughput which in turn leads to compact equipment size to maintain the same throughput. Hence, both capital expenditure and operating cost will be lower in comparison to conventional equipment of similar capacity.
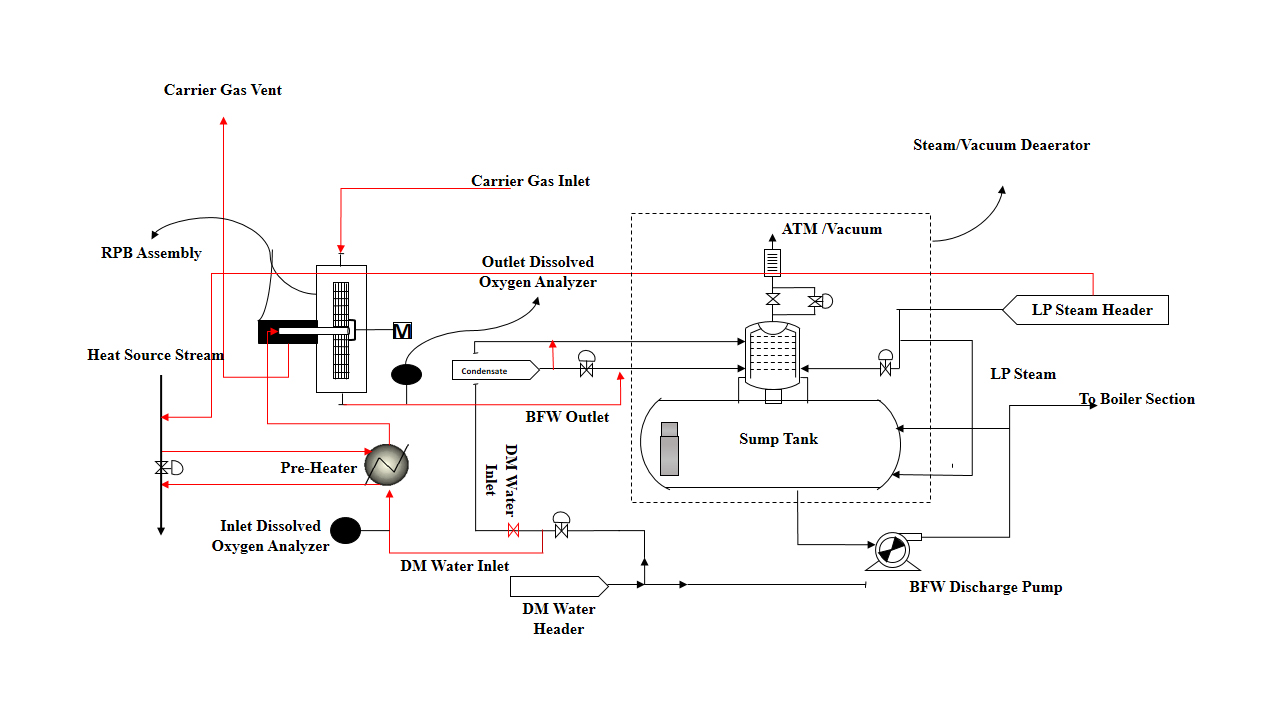
To develop the HiGee DT, a pilot plant of 50 TPD capacity has been designed and commissioned at CRDC, Greater Noida. This pilot plant is a fully automatic SCADA- based system with a feedwater heater and online DO analyzers in inlet and outlet water streams for performance monitoring, as shown in Figure 2. With this pilot plant, a detailed process-know-how and design validation has been performed using two different RPB systems namely metal foam packing and wire mesh.

Here, the performance of RPB was tested under various operating parameters like
- G/L ratio
- Effect of RPM on DO removal
- Purity of nitrogen gas
- Effect of inlet water temperature, etc.
Along with the parametric study, evaluation of design parameters like
- Liquid maldistribution
- Effect of RPB surface area and porosity on packingHTU
- Pressure drop studies
- Effect of RPM on water retention inside RPB etc. has also been carried out. This study has demonstrated that HiGee DT is highly effective for the removal of DO from BFW in a single step without using any oxygen scavengers.
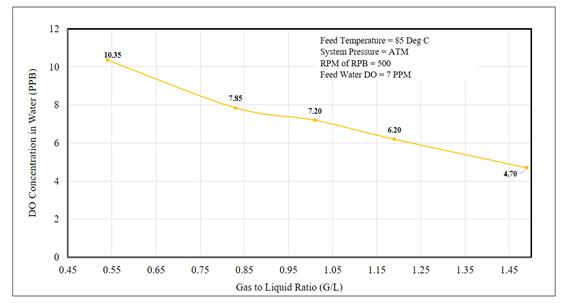
Figure 3 depicts the performance of HiGee deaeration. In this result, the RPM of RPB was kept constant while the G/L ratio (N2/water flow rate) was varied. The temperature of inlet water was maintained at 85oC using a pre-heater. The average inlet DO concentration of DM water was 7 PPM measured using an online DO analyzer. It could be observed that the DO concentration of treated water reduces significantly with an increase in the G/L ratio keeping all other system operating variables constant. This trend is due to an increase in the available surface area of water for mass transfer under high centrifugal force, which increases the overall mass transfer coefficient. Also, lower solubility of oxygen in water at high temperature and larger partial pressure difference of O2 between water and carrier gas has contributed to the DO less than 5 PPB in outlet water at mild operating parameters.
4. Technology demonstration
Based on the pilot plant performance and design parameters, it has been proposed to set up a technology demonstration unit at one of the Indian Refineries (MR). A feasibility study of all 10 SD of MR was conducted to understand the current performance. In this exercise, operating and design capacity, total steam consumption, steam loss, and energy-saving potential have been compared.
Through this study, it is noted that steam used for deaeration is about 5-15% of feed water and out of this 15-35% of total steam is vented through deaerator as a carrier gas, which equals to loss of value of Rs. 50-300 lakhs, depending on the capacity of the deaerator.
Based on the above study, the steam deaerator of Crude Distillation Unit (CDU-4) plant having a design capacity of 150 TPD has been proposed. This is chosen due to the following advantages:
- Suitable capacity for scale-up
- AvailabilityofspaceforinstallationofHiGeedeaeratorparalleltoexistingsteam deaerator
- Ease of integration with existing plant and operation flexibility along with energy- saving
In this scheme, DM water from the existing inlet line will be diverted to the HiGee deaerator at ambient temperature and pressure conditions. An online DO analyzer is installed to measure the DO concentration of inlet DM water. A pre-heater to heat the inlet DM water to its boiling temperature is included in the scheme, herein DM water can be heated using either steam or any other streams.
DM water of elevated temperature before feeding to the HiGee deaerator will reduce N2 consumption and low power consumption. In this scheme, the rotation of RPB will be controlled using a Variable Frequency Drive (VFD) through the existing plant Distributed Control System (DCS) system. Nitrogen gas will be charged to the deaerator casing for stripping the DO from water under radial forces generated due to RPB rotations. Treated water will be tested for DO using an online DO analyzer and discharged to the existing sump accordingly. All required instrumentation and control loop are provided for recording the plant performance and optimization purposes.
The proposed scheme not just contributes to the elimination of oxygen scavengers but also reduces the operating cost by 15-25% depending on deaerator capacity, steam consumption, and inlet water conditions. Based on plant data of 10 SD, the typical cost of DO removal with SD is INR 350/Ton of feed water which includes (a) heating steam, (b) carrier steam, (c) O2 scavenger, etc., while for the same feed conditions the HiGee deaerator operating cost is INR 287/Ton of feed water which includes, (a) HiGee motor power and (b) N2 cost only. This shows that HiGee DT is efficient and economically viable.
5. Advantages of HiGee Deaerator
HiGee deaerator is one of the potential applications in the field of process intensification having immense benefits over conventional deaerators. Some of these advantages include:
- HiGee deaerators are highly efficient, robust, and compact equipment, which requires less footprint area and lower Capex
- Low DO concentration can be achieved in a single piece of equipment, whereas conventionally two towers are required or consume a large amount of chemical
- HiGee RPB system does not require ultra-high purity of stripping gas
- Safer and easy to operate than convention towers because of fewer inventories
- Energy efficient as compared to conventional towers/columns
6. Summary
The present HiGee DT is a single-step process for removal of DO in BFW up to 5 PPB levels or less without using chemicals and vacuum. The present system(s) and method(s) is a compact design that includes a highly efficient, robust, and compact RPB for reducing the concentration of DO in BFW. The present technology offers a simple and feasible integration scheme with existing/conventional deaerator systems that can reduce the overall operating cost up to 15-25% through energy and chemical savings. The HiGee DT is efficient and cost-effective as compared to conventional SD.
7. References
[1] Jonas O. Deaerator corrosion: An overview of design, operation, experience and R&D, Proceedings of American power conference.
[2] Hoehenberger L. Scaling, corrosion and water treatment on steam generator systems < 30 bar, Industrial seminar-Hung Yen, 1 (2007).
[3] Hall S. Rules of thumb for chemical engineers-5th Edition, Elsevier, 2012, 9, 167-180.
[4] Munjal S., Dudukovic M. P., Ramachandran P. Mass transfer in rotating packed beds- development of gas-liquid and liquid-solid mass transfer correlations, Chemical. Engineering Science, 1989, 44, 2245-2256.
[5] Park J., Gardner N. Method for degassing a liquid, US Pat. No US 7,537,644 B2 (2009).
[6] Mello M. V. D. E., Huang Hua-Min. Systems and methods for deaerating seawater using a rotating packed bed device, US Pat. No. US 2018/0016159 Al (2018).
[7] Wu Y-K., Lee A. T., Vuong L., Liu E. K., Chuang K. T. Process and apparatus for removal of oxygen from seawater, US Pat. No. US 8.449,656 B2 (2013).
Ravi Kumar Voolapalli, CGM,Corporate R&D, BPCL with Nilesh Kandalkar, Rajeev Kumar, Harshbir Singh Ahluwalia and Bhanwar Singh of BPCL




двухконтурный газовый котел
February 12, 2022 at 3:06 amcanada pharmacy online https://otoplenie-castnogo-doma.webnode.com.ua/l/kotel-dlya-otopleniya-chastnogo-doma/
Amazing postings, Cheers.